SQLITE NOT INSTALLED
- Особенности конструкции
- Принцип работы сварочного полуавтомата
- Преимущества и недостатки самодельного оборудования
- Особенности рабочего процесса
- Способы переделки из инвертора
- Способ 1
- Способ 2
- Способ 3
- Подробный алгоритм переделки
- Необходимые материалы и инструменты
- Изготовление корпуса
- Механизм подачи проволоки
- Схема управления механикой
- Изменение ВАХ инвертора
- Полуавтомат из сварочного трансформатора
- Блок преобразования тока
- Подключение фильтра
- Дроссельный узел
- Протяжка
- Схема управления механикой
- Модернизация устройства
- Итог
Особенности конструкции
Особенностью конструкции полуавтоматического сварочного аппарата является постоянная подача в зону сварки расплавляемой проволоки, которая используется вместо металлических электродов. Подача проволоки осуществляется автоматически, с возможностью изменения скорости движения гибких электродов. Используемая сварочная проволока позволит обеспечить постоянный контакт соединяемых поверхностей, такой материал в сравнении со стандартными электродами имеет меньшее сопротивление, что улучшает качество соединения.

Полуавтоматическая сварка отличается универсальностью, что позволяет при помощи этой технологии сваривать различные по своим характеристикам металлы, в том числе нержавейку, цветные сплавы, алюминий и другие. Освоить правильную технику полуавтоматической сварки не составит труда. Самодельные аппараты отличаются простотой в эксплуатации, поэтому их можно рекомендовать обычным домовладельцам. В зависимости от своей разновидности полуавтоматы могут иметь дополнительное сопло для подачи газа, а соединение металлов осуществляется в защитной среде, что позволяет исключить в последующем образование коррозии в сварном шве.
Предлагаемые сегодня в магазинах инверторы для сварки отличаются универсальностью, а многие из них имеют реализованную функцию два в одном. При небольшой мощности и габаритах сварочный инвертор и полуавтомат два в одном может работать с тугоплавкими металлами и толстыми металлическими заготовками.
Принцип работы сварочного полуавтомата
Суть работы данного агрегата сводится к следующему принципу: на выпрямитель подается ток, в результате чего появляется пульсирующее напряжение, сглаживающееся фильтром. В результате указанных процессов на выходе получается постоянный ток.
Затем, с помощью специальных транзисторов, постоянный ток обратно преобразуется в переменный. Однако его частота уже отличается от исходной, соответствующей сетевой. Обычно ее величина составляет двадцать герц и выше.
Напряжение в это же время становится меньшим и составляет 70-90 В, а сила тока возрастает вплоть до двухсот ампер.
Исходя из описанных выше параметров, становится ясно: самодельные сварочные полуавтоматы способны обеспечить такие же характеристики, как большая часть других аналогичных устройств.
С другой стороны подобные агрегаты не лишены и недостатков. В их конструкции предусмотрено наличие сложных электросхем, а значит ремонт данных приборов более сложен.

Полуавтомат для сварочных работ.
Если было принято решение сделать сварочный полуавтомат своими руками, тогда следует, в первую очередь, определиться с некоторыми его функциями. Например, существенным фактором будет наличие или отсутствие возможности работы в среде защитных газов.
Современные приборы располагают данной функцией и обеспечивают работу в режиме MMA. Конечно же, сваривание в отсутствии защитной атмосферы будет обладать более низким качеством.
Работа полуавтомата подразумевает под собой использование защитной атмосферы, в роли которой используется углекислый газ. Также понадобится сварочная проволока, автоматически подаваемая в область сварки.
Как видно, процесс работы полуавтомата существенно сложнее инвертора. Зато первый является более универсальным и позволяет решать более широкий спектр задач. В связи со всем вышесказанным, переделка сварочного инвертора в полуавтомат весьма выгодная и актуальная затея.
Преимущества и недостатки самодельного оборудования
Многие домовладельцы, которым часто приходится выполнять сварочные работы, решаются на изготовление такого оборудования самостоятельно. К преимуществам самодельных полуавтоматов из инвертора можно отнести следующее:

Простота и надежность техники.- Функциональность аппарата.
- Высокая мощность позволяет сваривать тугоплавкие металлы.
- Доступная стоимость используемых компонентов.
- Полная безопасность работы с оборудованием.
- Простота эксплуатации техники.
Из недостатков этой технологии и самого оборудования можно отметить высокую стоимость полуавтоматов, которые при сходных с инвертором характеристиках могут иметь цену в два-три раза выше. Неудивительно, что многие домовладельцы решаются на изготовление оборудования своими руками, что позволяет существенно сократить затраты, не потеряв при этом в качестве выполненного аппарата.
Особенности рабочего процесса

Освоить работу с полуавтоматической сваркой не так сложно, как может показаться. После прочтения этой статьи с ней справиться даже неопытный сварщик.
Начнем с того, как устроена горелка. Горелка состоит из двух механизмов которые одновременно обеспечивают подачу защитного газа и проволоки.
Первую можно регулировать самостоятельно, однако вторая осуществляется в полуавтоматическом режиме (так и появилось соответствующее название). Из-за этого у сварщика задействована в работе только та рука, которая удерживает горелку.
Вернемся к подаче защитного газа в сварочную точку. Смесь газов окружает конец проволоки и верхний слой материала, и в этой среде возникает электроразряд, который плавит заготовку с проволокой.
Размягченный металл перемешивается с проволокой, и после этого можно делать сварочный шов.
Во время сварки вы не сможете обойтись без проволоки. Газ тоже необходим, поскольку он предотвращает попадание в ванну кислорода. Но даже при отсутствии газа вы можете использовать специальной порошковой проволокой.
Способы переделки из инвертора
Для начала, рассмотрим возможные варианты превращения инвертора в сварочный полуавтомат.
Способ 1
Для создания полуавтомата обязательно понадобится так называемое головное устройство. Это, собственно, сварочный аппарат, который и будет формировать рабочие параметры для возникновения дугового разряда. В качестве такого головного устройства подойдет не каждая модель инвертора.
Необходимо выбрать достаточно мощный сварочный аппарат. Его вольт-амперные характеристики можно изменить при помощи контроллера широтно-импульсной модуляции. Однако, во-первых, такое устройство есть не у каждого домашнего мастера. Во-вторых, процесс проведения измерений весьма долгий и трудоемкий. Наконец, провести все исследования сможет только человек с достаточно высоким уровнем знаний в электротехнике.
Так как вариант с ШИМ-контроллером не будет доступен среднестатистическому сварщику, рекомендуется пойти более простым путем. Во-первых, выбранный аппарат-донор должен нормально выполнять все необходимые операции. Во-вторых, для создания самодельного полуавтомата понадобится дроссель. Данную деталь, предназначенную для ламп дневного света, можно купить в любом магазине запчастей. Выходное напряжение дросселя используется в качестве входа обратной связи. Как именно сделать схему подключения и провести необходимые монтажные операции, показано в ролике ниже.
Способ 2
Данный вариант создания самодельного полуавтомата подойдет только счастливым владельцам качественного оборудования. А именно, инверторов, способных работать в режиме строго заданной вольт-амперной характеристики. Сварочники такого класса дорогие, однако максимально подходят для решения поставленной задачи.
Чтобы сделать собственный полуавтоматический аппарат, потребуется:
- купить механизм подачи проволоки, в комплекте к которому поставляются все необходимые провода и коммутационные разъемы;
- подключить механику подачи к инверторному сварочному аппарату;
- подобрать вольт-амперную характеристику для работы с конкретным типом проволоки.

Механизм подачи проволоки с Aliexpress
В сущности, механизм подачи выступает в роли приставки, которая расширяет возможности сварочного инвертора. Однако такая схема обладает повышенной надежностью, не требует от пользователя специальных знаний. Кроме этого, полученный полуавтомат показывает максимальный уровень гибкости и неприхотливости: может быть быстро настроен для работы с конкретным материалом и проволокой.
Способ 3
Данный способ потребует от пользователя немалой подготовки. Во-первых, ему понадобится найти не среднестатистический инверторный сварочный аппарат подходящей мощности. Необходимо выбрать как можно более простого донора определенного класса. Идеальным будет аппарат, у которого:
- есть шунт на выходе;
- в блоке первичного преобразования используется трансформатор тока;
- компоновка ZX-7.
Рекомендуется выбирать аппараты без дополнительных опций контроля и функционала для облегчения жизни сварщика. У инвертора не должно быть никаких горячих стартов, простого поджига, форсажа дуги.
Для создания собственного самодельного полуавтомата потребуется точно установить вольт-амперные параметры выбранного инвертора. Также понадобится сделать настройку нарастания тока. Порядок и списочный состав необходимых работ не универсальный. Он отличается у разных моделей инверторов.
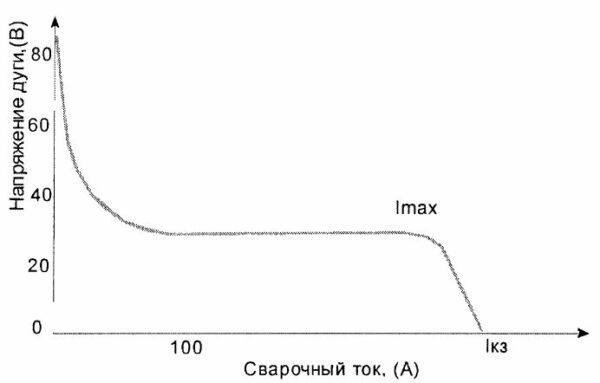
Вольт-амперная характеристика сварочного инвертора
Подробный алгоритм переделки
Данный способ переделки достаточно сложный для рядового пользователя. Однако домашнему умельцу, который любит собирать инструмент своими руками и разбирается в электросхемах, он вполне подойдет.
Необходимые материалы и инструменты
Для сборки агрегата понадобятся следующие элементы:
- инверторный сварочный аппарат;
- горелка, а также специальный гибкий шланг, внутри которого проходят газопровод, направляющая для проволоки, силовой кабель и электрический управляющий кабель;
- механизм для равномерной автоматической подачи проволоки;
- модуль управления, а также контролер скорости двигателя (ШИМ-контроллер);
- баллон с защитным газом (углекислотой);
- электромагнитный клапан для отсекания газа;
- катушка с электродной проволокой.
Чтобы собрать самодельный полуавтомат из сварочного инвертора, последний должен вырабатывать сварочный ток не менее 150 А. Но его придется немного модернизировать, поскольку вольтамперные характеристики (ВАХ) инвертора не подходят для сварки электродной проволокой в среде защитного газа.
Но об этом позже. Сначала нужно сделать механическую часть полуавтомата, а именно механизм подачи проволоки.
Изготовление корпуса
Задача заключается в том, чтобы найти или изготовить подходящий корпус, в котором будет установлена катушка со сварочным проводом, свободно вращающаяся на барабане, механизм протяжки проволоки. На лицевой панели этого корпуса будет располагаться гнездо для подключения рукава с горелкой и регулятор скорости подачи проволоки.

Регулировку тока можно осуществлять на инверторе, плюсовая клемма может соединяться с заготовкой также непосредственно от инвертора.
Минусовой вывод инвертора нужно завести в новый корпус и соединить с клеммой рукава. Сварочная проволока должна быть соединена с этим потенциалом.
Также внутри нового корпуса следует предусмотреть монтаж шланга, соединяющего баллон с защитным газом и рукав горелки. Для осуществления регулируемой подачи газа можно установить клапан от автомобильного стеклоочистителя.
Механизм подачи проволоки
Механизм подачи проволоки для полуавтомата можно приобрести практически в каждом магазине электротехники. Но его также можно произвести самостоятельно из подручных средств. Специалисты рекомендуют для этих целей найти двигатели от автомобильных дворников, пару подходящих пластин, подшипников и ролик диаметром 2,5 см, который необходимо установить на вал двигателя. На пластины в свою очередь устанавливаются подшипники. Полученная конструкция прижимается к ролику с помощью пружины.
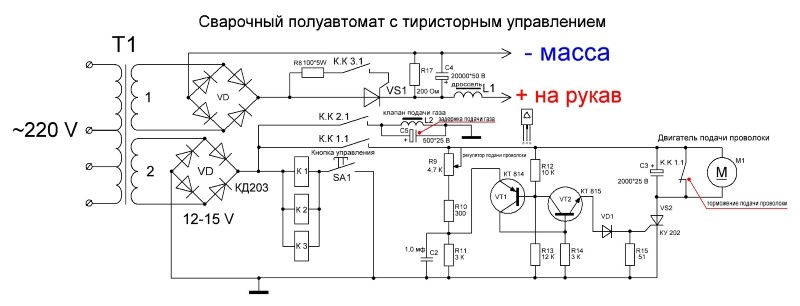
Схема регулятора подачи проволоки для сварочного полуавтомата
Намотанная на ролик проволока протягивается между подшипником и роликом. Все комплектующие крепятся на пластине, толщина которой не должна быть менее 1 см, изготовленную из прочного пластика. Вывод проволоки должен совпадать с местом крепления подающего шланга.
Схема управления механикой
Чтобы добиться хорошего качества шва при сварке, необходимо обеспечить подачу проволоки с определенной и постоянной скоростью. Поскольку за скорость подачи оснастки отвечает двигатель от стеклоочистителя, то необходимо устройство, способное изменять скорость вращения его якоря. Для этого подойдет уже готовое решение, которое также можно приобрести в Китае, и называется оно ШИМ-контроллер.

Ниже приведена схема, из которой становится понятно, как подсоединяется контроллер оборотов к двигателю. Регулятор контроллера с цифровым табло выводится на переднюю панель корпуса.
Далее, нужно установить реле, управляющее газовым клапаном. Оно же будет управлять и запуском двигателя. Все данные элементы должны активироваться при нажатии кнопки пуска, расположенной на рукоятке горелки. При этом подача газа в место сварки должна быть с опережением (примерно на 2-3 сек) начала подачи проволоки. В противном случае дуга зажжется в окружении атмосферного воздуха, а не в среде защитного газа, в результате чего электродная проволока расплавится.
Реле задержки для самодельного полуавтомата можно собрать на основе 815-го транзистора и конденсатора. Чтобы получить паузу в 2 секунды, будет достаточно конденсатора на 200-2500 мкФ.
Совет! Поскольку питание идет от компьютерного БП, который выдает напряжение 12 В, вместо самостоятельного изготовления модуля можно использовать автомобильное реле.
Электромагнитный запорный клапан размещается в любом месте, где он не будет мешать работе подвижных узлов, и подсоединяется к цепи согласно схеме. Можно использовать воздушный клапан от ГАЗ 24 или купить специальный, предназначенный для полуавтоматов. Клапан отвечает за автоматическую подачу защитного газа на горелку. Включается он после нажатия на кнопку пуска, расположенную на горелке полуавтомата. Наличие этого элемента значительно экономит расход газа.


Далее, после установки всех узлов в корпус, приставка к инвертору для полуавтоматической сварки будет готова к работе.


Но как уже было отмечено, для полноценной работы полуавтомата вольтамперные характеристики (ВАХ) инвертора не подходят. Поэтому, чтобы приставка полуавтомат работала в паре с инвертором, в его электрическую схему требуется внести небольшие изменения.
Изменение ВАХ инвертора
Чтобы изменить ВАХ инвертора, существует множество схем, но самый простой способ сделать это заключается в следующем:
- соберите устройство с использованием дросселя от лампы дневного света по схеме, приведенной ниже;
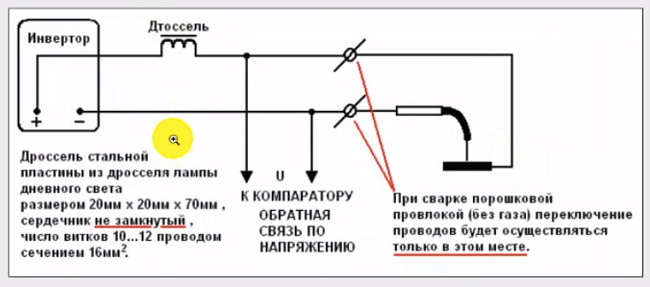
- для подключения собранного устройства потребуется собрать еще один блок по следующей схеме;
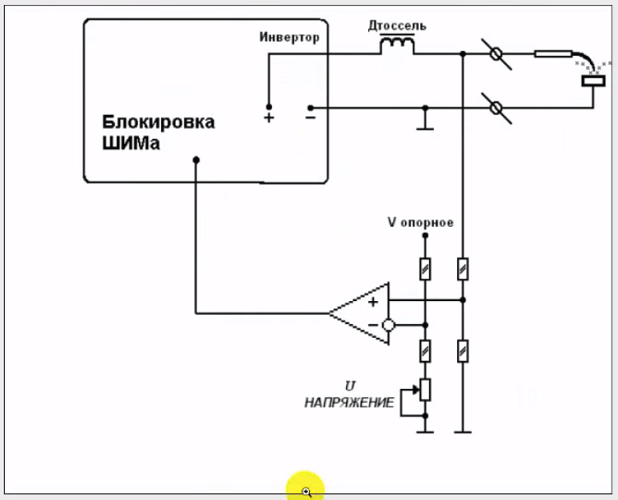
- чтобы на инверторе не срабатывал датчик перегрева, к нему необходимо припаять (параллельно) оптрон, как показано на следующей схеме.
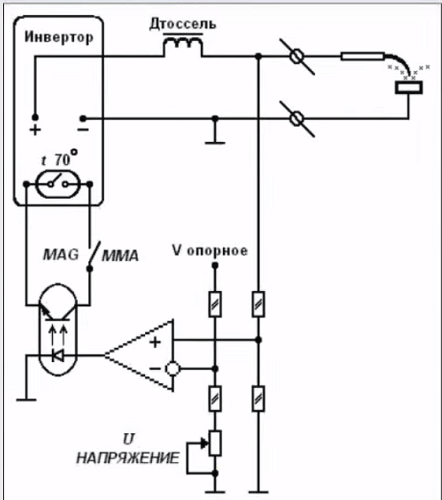
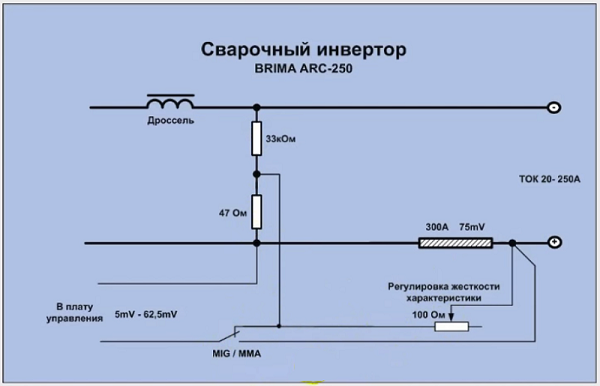
Но если управление сварочным током в инверторе происходит с помощью шунта, то можно собрать простую схему из трех резисторов и переключателя режимов, как показано ниже.
В итоге, переделка сварочного инвертора в полуавтомат обойдется в 3 раза дешевле уже готового агрегата. Но конечно же, для самостоятельной сборки аппарата потребуется иметь определенные знания в радиоделе.
Полуавтомат из сварочного трансформатора
Старый сварочный трансформатор, который давно пылится в гараже, способен превратиться в рабочий сварочный полуавтомат.
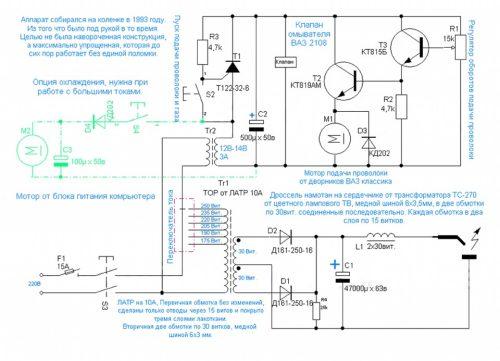
Рисунок 10 — Схема полуавтомата из сварочного трансформатора
Старый аппарат с выпрямителем и постоянным током на выходе дорабатывать не нужно. Если трансформатор использовался для сварки переменным током, его придется усовершенствовать.
Блок преобразования тока
Преобразовать трансформатор в источник постоянного тока поможет установка фильтра и диодного моста. Диодная сборка служит для выпрямления вторичного напряжения, а фильтр обеспечивает стабильную дугу за счет сглаживания пульсаций.
После выпрямления напряжение приобретает вид синусоиды и представляет собой пульсирующее напряжение с частотой 100 Гц. Дважды за период отмечается нулевое значение. Если его использовать в существующем виде, то дуга будет гореть нестабильно, что негативно скажется на процессе сварки. Подключение фильтра сгладит существующие провалы напряжения.

Рисунок 11 — Блок преобразования тока
Подключение фильтра
В состав фильтра входит дроссель последовательного включения в сварочную цепь и конденсатор с параллельным включением. Такое сочетание емкости и индуктивности носит название Г-образного фильтра, что связано с изображением подключения элементов на схеме.
Конденсатор для полуавтомата используется полярный, электролитический. Емкость должна быть не менее 10 тыс. мкФ, а больше только лучше. Для обеспечения запаса напряжение конденсатора должно быть от 100 В. Емкость спаянных параллельно конденсаторов суммируется, поэтому можно взять имеющиеся с меньшим номиналом.
Дроссельный узел
Дроссель получается наматыванием старого, подходящего по габаритам трансформатора. Для этих целей подходит питающий трансформатор мощностью минимум 250 Вт, изъятый из старого лампового цветного телевизора. Обычно у него две катушки на замкнутом овальном сердечнике из двух частей. Конструкцию следует разобрать, подводы удалить и снять катушки.
Для намотки потребуется плоская медная шина подходящего сечения. Взамен снятого провода на каждую из катушек вручную наматывается шина в два слоя. В результате должно быть 15–20 витков. Половинки сердечника складываются, а между ними вставляется прокладка из текстолита толщиной 1,5 мм. Катушки возвращаются на место и соединяются последовательно.
Для проведения сварочных работ собранным полуавтоматом потребуются горелка, устройство перемещения проволоки, рукав для подачи проволоки и углекислый газ.
Протяжка
Механизм протяжки проволоки для полуавтомата можно соорудить своими руками, используя небольшие подшипники и электродвигатель от автомобильных дворников.
Но лучше купить в сборе готовый, он продаётся как запчасть к сварочным полуавтоматам. Также придётся купить горелку и рукав, по которому будет подаваться проволока и газ.
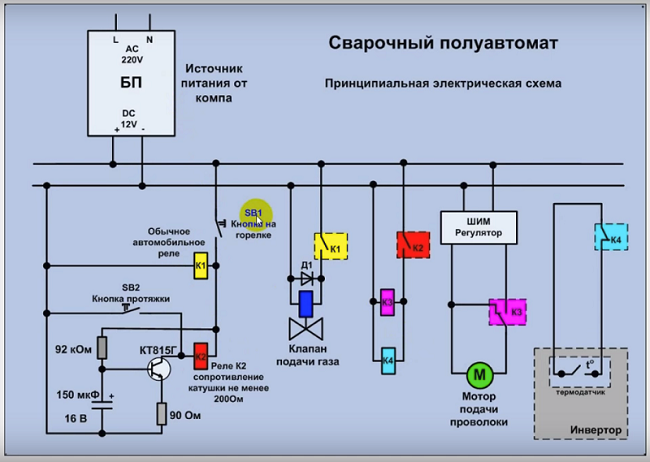
Схема управления механикой

За подачу сварочной проволоки будет отвечать небольшой электромотор и протяжный механизм, работа которого контролируется при помощи ШИМ-регулятора. Качество выполненной сварки будет напрямую зависеть от равномерности подачи сварочной проволоки в рабочую зону. Необходимо уделить должное внимание правильности изготовления схем сварочного полуавтомата.
На передней панели инвертора устанавливают переменный резистор контроллера, после чего приступают к сборке реле управления запуска мотора и управления клапаном, который отвечает за подачу инертного газа. Контактные группы контроллеров должны срабатывать одновременно при нажатии кнопки пуска на горелке.
Работу подачи газа необходимо отрегулировать таким образом, чтобы клапан открывался на несколько секунд раньше, чем в сварочную зону начнет поступать проволока. В противном случае оплавление происходит в атмосферной среде, после чего проволока начнет гореть вместо расплава. Добиться качественного соединения и надежного сварочного шва при горении проволоки будет невозможно.
Для задержки включения подачи проволоки необходимо выполнить простейшее реле, для чего потребуется конденсатор и 875 транзистор. Можно использовать простейшее реле от автомобиля, которое подключается к 12 Вольтам на компьютерном блоке питания.
Сам клапан может использоваться от различных автомобильных запорных устройств. Проще всего переделать воздушный клапан от автомобиля ГАЗ-24. Можно выбрать также электроклапан от редуктора с газовых баллонов.
Читайте также: Как рассчитать и сделать простой тороидальный трансформатор
Все имеющиеся органы управления и ШИМ-регулятор подачи проволоки сварочного полуавтомата располагают на передней панели системного блока. К блоку управления и контроллеру подачи проволоки с газом подключают уже готовый инвертор с мощностью не менее 150 ампер. Останется выполнить пробный запуск и при необходимости внести соответствующие корректировки в работу системы подачи сварочной проволоки и защитного газа.
Модернизация устройства

В процессе работы силовой блок инверторного полуавтомата будет нагреваться, что может привести к поломкам инвертора и плат управления. Ремонт агрегата после таких поломок будет крайне сложен. Чтобы избежать подобного необходимо установить внутри инвертора и системного блока термодатчики и кулеры, которые смогут эффективно охлаждать работающее оборудование.
Можно использовать оптронную пару, которая подключается в общий блок управления работы оборудования. При превышении температуры внутри инвертора датчики будут посылать соответствующие сигналы на исполнительное реле, отключающее подачу электроэнергии вплоть до полного охлаждения устройства.
Дополнительно для охлаждения системного блока можно использовать различные кулеры от старых компьютеров. Кулеры будут различаться своими размерами. Можно подобрать вентилятор, который справится с качественным охлаждением системного блока, внутри которого располагается инвертор и другая автоматика. Используемый кулер подключается к 12 вольтовому блоку питания напрямую или через термодатчик, который при увеличении температуры внутри корпуса будет посылать сигнал на подачу напряжения. Блок управления включит вентилятор, что гарантирует быстрое охлаждение корпуса полуавтоматического аппарата.
Сборка полуавтоматического сварочного аппарата не представляет особой сложности, поэтому с такой работой сможет справиться каждый домовладелец. Необходимо лишь использовать качественный мощный инвертор, а горелку с приводом лучше всего взять от промышленных заводских полуавтоматов. Это позволит существенно упростить изготовление техники. В интернете можно найти различные схемы исполнения полуавтоматических сварочных аппаратов, реализовать которые не составит особого труда. Такой аппарат будет отличаться функциональностью и универсальностью в использовании.
Итог
Это вся информация, необходимая вам для того, чтобы из инвертора сделать самодельный сварочный полуавтомат. Этот инструмент пригодится вам в тех случаях, когда под рукой не будет заводской модели.
Переделав его, вы не только сэкономите деньги, но также получите новые умения в электротехнике. Такой полуавтомат не требует тщательного ухода и его можно хранить хоть в подвале, хоть в гараже.
К тому же, починка инструмента не займет у вас много времени и сил, поскольку вы прекрасно понимаете, из каких деталей он состоит.
Важно помнить, что самодельный аппарат не станет вашим идеальным помощником. Не рекомендуется использовать его длительное время.
Во многих нюансах и характеристиках он будет сильно уступать заводским моделям, и вы пойдете на риск, если будете перестраивать его в полевых условиях. Для серьезных сварочных работ будет лучше приобрести инструмент в магазине.
В этой статье мы не смогли осветить все нюансы самостоятельной сборки полуавтомата. Но этой информации вам будет вполне достаточно. Собрать дома его возможно, но процесс этот довольно трудный и не самый выгодный.
Самодельное оборудования практически всегда будет работать хуже заводского. Учитывайте это перед тем, как решитесь на такой шаг. Желаем удачи в работе!

- https://pochini.guru/sovety-mastera/izgotovlenie-svarochnogo-poluavtomata
- https://tutsvarka.ru/oborudovanie/poluavtomat-svoimi-rukami
- https://prosvarku.info/apparaty/samodelnyj-svarochnyj-poluavtomat
- https://tehnika.expert/dlya-remonta/svarochnyj-apparat/sdelat-poluavtomat-iz-invertora.html
- https://svaring.com/welding/apparaty/svarochnyj-poluavtomat-svoimi-rukami
- https://stankiexpert.ru/spravochnik/svarka/svarochnyj-poluavtomat-svoimi-rukami.html
- https://WikiMetall.ru/oborudovanie/svarochnyiy-poluavtomat-svoimi-rukami.html



