SQLITE NOT INSTALLED
- Назначение оборудования и особенности его конструкции
- Как работает инвертор
- Технические параметры устройств
- Плюсы и минусы инверторной сварки
- Технологические достоинства
- Минусы, которым обладают инверторы
- Факторы, приводящие к выходу из строя сварочного инвертора
- Распространенные неисправности
- Аппарат не включается
- Нестабильность сварочной дуги или разбрызгивание металла
- Сварочный ток не регулируется
- Большое энергопотребление
- Искры в инверторе
- Электрод прикипает к металлу
- Горит перегрев
- Общий порядок диагностики сварочных инверторов
- Как выполнить самостоятельный ремонт инверторного устройства
- Ремонт силового блока инвертора
- Замена транзисторов
- Ремонт инверторных сварочных аппаратов
- Ремонт платы драйвера
- Ремонт выпрямителей
- Ремонт платы управления
- Подведем итоги
Назначение оборудования и особенности его конструкции
Основным назначением любого инвертора является формирование постоянного сварочного тока, который получают путем выпрямления высокочастотного переменного. Использование именно высокочастотного переменного тока, преобразованного посредством специального инверторного модуля из выпрямленного сетевого, обусловлено тем, что силу такого тока можно эффективно увеличивать до требуемой величины при помощи компактного трансформатора. Именно данный принцип, положенный в работу инвертора, позволяет такому оборудованию иметь компактные размеры при высокой эффективности.

Функциональная схема работы сварочного инвертора
Схема сварочного инвертора, которая определяет его технические характеристики, включает в себя следующие основные элементы:
- первичный выпрямительный блок, основу которого составляет диодный мост (в задачу такого блока входит выпрямление переменного тока, поступающего из стандартной электрической сети);
- инверторный блок, основным элементом которого является транзисторная сборка (именно при помощи данного блока постоянный ток, поступающий на его вход, преобразуется в переменный, частота которого составляет 50–100 кГц);
- высокочастотный понижающий трансформатор, на котором за счет понижения входящего напряжения значительно повышается сила выходящего тока (благодаря принципу высокочастотной трансформации на выходе такого устройства может быть сформирован ток, сила которого доходит до 200–250 А);
- выходной выпрямитель, собранный на базе силовых диодов (в задачу данного блока инвертора входит выпрямление переменного высокочастотного тока, что необходимо для выполнения сварочных работ).
Схема сварочного инвертора содержит и ряд других элементов, которые улучшают его работу и функциональность, но основными из них являются вышеперечисленные.
Как работает инвертор
Ниже приведена схема, которая наглядно показывает принцип работы сварочного инвертора.
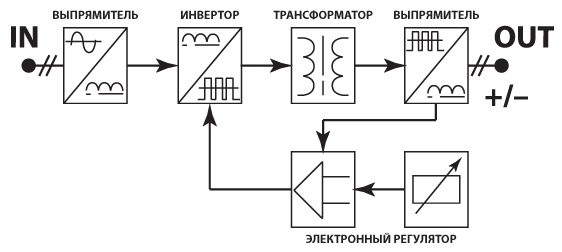
Итак, принцип действия данного модуля сварочного аппарата заключается в следующем. На первичный выпрямитель инвертора поступает напряжение из бытовой электрической сети или от генераторов, бензиновых или дизельных. Входящий ток является переменным, но, проходя через диодный блок, становится постоянным. Выпрямленный ток поступает на инвертор, где проходит обратное преобразование в переменный, но уже с измененными характеристиками по частоте, то есть становится высокочастотным. Далее, высокочастотное напряжение понижается трансформатором до 60-70 В с одновременным повышением силы тока. На следующем этапе ток снова попадает в выпрямитель, где преобразуется в постоянный, после чего подается на выходные клеммы агрегата. Все преобразования тока контролируются микропроцессорным блоком управления.
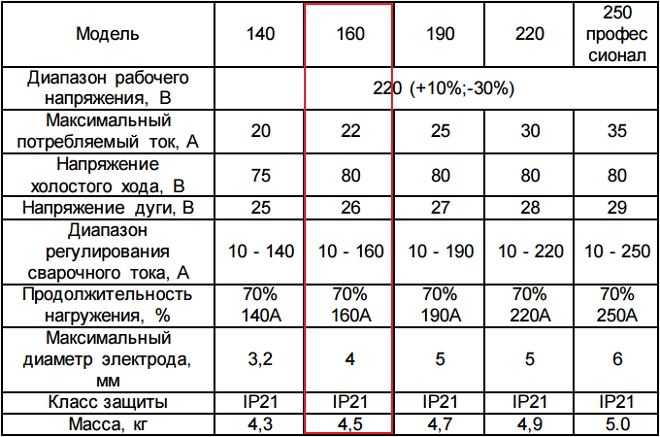
Технические параметры устройств
Сварочные инверторы имеют ряд определенных характеристик, по которым можно судить о его технологических свойствах. К ним относят следующие параметры:

Конструкция сварочного инвертора
- Вид тока, который формируется на выходе из выпрямителя.
- Размер напряжения, которое используется для электроснабжения. Производители выпускают изделия, которые работают от 380 и от 220 в. Первые применяют для профессиональной сварки, вторые для работы в домашних условиях.
- Размер тока, этот параметр оказывает прямое влияние на размер электрода, который будет использоваться для выполнения сварки.
Технические параметры сварочного инвертора
- Мощность агрегата, этот параметр дает информацию о том, ток, какой силы будет формировать сварочную дугу.
- Напряжение на холостом ходу, этот параметр показывает, как быстро будет получена сварочная дуга.
- Диапазон размеров электродов, которые будут использованы для производства сварки.
- Габаритно-весовые характеристики инверторного сварочного аппарата и размер сварочного тока на выходе. Чем ниже последний показатель, тем меньше аппарат, но и соответственно такое устройство обладает меньшими эксплуатационными характеристиками.
Плюсы и минусы инверторной сварки
Инверторные устройства показывают КПД в пределах 85 – 95%, надо сказать, что это высокий показатель среди электронной аппаратуры. Используемая схема позволяет выполнять регулировку уровня сварочного тока от нескольких ампер, до сотен, а то и тысяч.
Например, инвертор марки ММА, он составляет 20 – 220 А. Инверторы могут работать длительное время. Управление источником питания можно выполнять дистанционно. К несомненным преимуществам инверторов можно отнести их малые габаритно-весовые характеристики, позволяющие перемещать устройство на месте выполнения сварки. В конструкции аппаратов использована двойная изоляция, обеспечивающая электрическую безопасность.
Технологические достоинства
Применение инверторов позволяет использовать электроды любой марки, которые работают и с постоянным и переменным током. Устройства этого типа могут быть использованы для сварки с неплавящимся электродом в среде защитного газа. Кроме того, конструкция этого оборудования позволяет легко автоматизировать сварочные процессы.

Вольфрамовые электроды для аргонодуговой сварки

Электроды для контактной сварки
Сварка может быть выполнена с применением короткой дуги, таким образом, снижаются энергопотери и повышается качество сварного шва, в частности, на поверхности свариваемых деталей практически не образуются брызги от выполнения сварки. Кстати, применение инверторов позволяет получать швы в любой пространственной конфигурации.
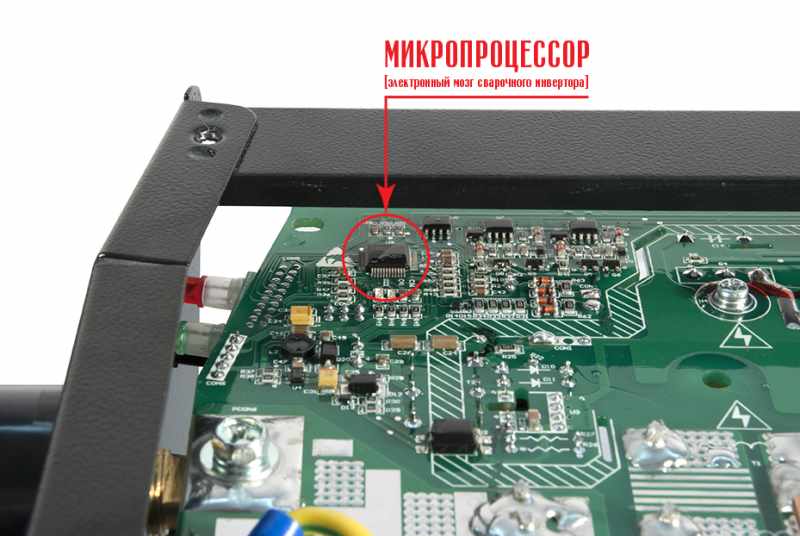
Микропроцессор
В управлении современными сварочными инверторами применяют микропроцессоры, и это обеспечивает стабильную связь между напряжением, током.
Минусы, которым обладают инверторы
Инверторы ремонтировать несколько сложнее, чем традиционные трансформаторные агрегаты. Если из строя выйдут некоторые элементы управления, размещенные на плате, то ремонт может встать примерно в треть от стоимости нового сварочного инвертора.
Инверторы, в отличие от оборудованиях других типов, очень боится пыли. То есть такие аппараты должны чаще обслуживаться. Работа инверторным сварочным аппаратом ограничена и низкими температурами. Кроме того, существуют некоторые ограничения на хранение инвертора при минусовых температурах. Это чревато образованием конденсата, который может привести к короткому замыканию на плате.
Факторы, приводящие к выходу из строя сварочного инвертора
Ситуации, которые могут стать причиной выхода инвертора из строя или привести к нарушениям в его работе, можно разделить на два основных типа:
- связанные с неправильным выбором режима сварочных работ;
- обусловленные выходом из строя деталей устройства или их неправильной работой.
Методика выявления неисправности инвертора для последующего ремонта сводится к последовательному выполнению технологических операций, от самых простых – к наиболее сложным. То, на каких режимах выполняются такие проверки и в чем заключается их суть, обычно оговаривается в инструкции на оборудование.
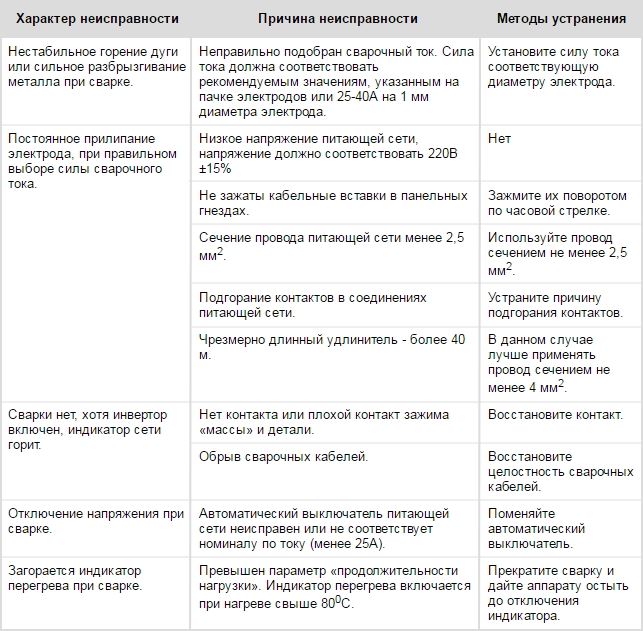
Распространенные неисправности инверторов, их причины и способы устранения
Если рекомендуемые действия не привели к желаемым результатам и работа аппарата не восстановлена, чаще всего это означает, что причину неисправности следует искать в электронной схеме. Причины выхода из строя ее блоков и отдельных элементов могут быть различными. Перечислим наиболее распространенные.
- Во внутреннюю часть устройства проникла влага, что может произойти, если на корпус аппарата попадают атмосферные осадки.
- На элементах электронной схемы скопилась пыль, что приводит к нарушению их полноценного охлаждения. Максимальное количество пыли в инверторы попадает в тех случаях, когда они эксплуатируются в сильно запыленных помещениях или на строительных площадках. Чтобы не доводить оборудование до такого состояния, его внутреннюю часть необходимо регулярно чистить.
- К перегреву элементов электронной схемы инвертора и, как следствие, к их выходу из строя может привести несоблюдение продолжительности включения (ПВ). Данный параметр, который необходимо строго соблюдать, указывается в техническом паспорте оборудования.

Следы попадания жидкости внутрь корпуса инвертора
Распространенные неисправности
Наиболее распространенными неисправностями, с которыми сталкиваются при эксплуатации инверторов, являются следующие.
Неустойчивое горение сварочной дуги или активное разбрызгивание металла
Такая ситуация может свидетельствовать о том, что неправильно выбрана сила тока для выполнения сварки. Как известно, данный параметр выбирается в зависимости от типа и диаметра электрода, а также от скорости выполнения сварочных работ. Если на упаковке электродов, которые вы используете, не содержится рекомендаций по оптимальной величине силы тока, можно рассчитать ее по простой формуле: на 1 мм диаметра электрода должно приходиться 20–40 А сварочного тока. Следует также учитывать, что чем меньше скорость выполнения сварки, тем меньше должна быть сила тока.

Зависимость диаметра электродов от силы сварочного тока
Прилипание электрода к поверхности соединяемых деталей
Такая проблема может быть связана с рядом причин, при этом в основе большинства из них лежит пониженное питающее напряжение. Современные модели инверторных аппаратов работают и при пониженном напряжении, но, когда его величина спускается ниже минимального значения, на которое рассчитано оборудование, электрод начинает залипать. Падение величины напряжения на выходе оборудования может происходить в том случае, если блоки устройства плохо контактируют с панельными гнездами.
Устраняется такая причина очень просто: очисткой контактных гнезд и более плотным фиксированием в них электронных плат. Если провод, при помощи которого инвертор подключен к электрической сети, имеет сечение меньше 2,5 мм2, то это также может привести к падению напряжения на входе аппарата. Это гарантированно произойдет и в том случае, если такой провод имеет слишком большую длину.
Если длина питающего провода превышает 40 метров, использовать для сварки инвертор, который будет подключен с его помощью, практически невозможно. Напряжение в питающей цепи может упасть и в том случае, если ее контакты подгорели или окислились. Частой причиной залипания электрода становится недостаточно качественная подготовка поверхностей свариваемых деталей, которые необходимо тщательно очистить не только от имеющихся загрязнений, но и от оксидной пленки.

Выбор сечения сварочного кабеля
Невозможность начать сварочный процесс при включенном аппарате
Такая ситуация часто возникает в случае перегрева инверторного аппарата. На панели устройства при этом должен загореться контрольный индикатор. Если же свечение последнего малозаметно, а функция звукового оповещения у инвертора отсутствует, то сварщик может просто не знать о перегреве. Такое состояние сварочного инвертора характерно и при обрыве или самопроизвольном отсоединении сварочных проводов.
Самопроизвольное выключение инвертора при выполнении сварки
Чаще всего такая ситуация возникает в том случае, если подачу питающего напряжения отключают автоматические выключатели, рабочие параметры которых неправильно подобраны. При работе с использованием инверторного аппарата в электрическом щитке должны быть установлены автоматы, рассчитанные на ток не менее 25 А.
Невозможность включить инвертор при повороте тумблера
Скорее всего, такая ситуация свидетельствует о том, что в питающей электрической сети слишком низкое напряжение.
Автоматическое отключение инвертора в ходе продолжительной сварки
Большинство современных инверторных аппаратов оснащены температурными датчиками, которые автоматически отключают оборудование при повышении температуры в его внутренней части до критического уровня. Выход из такой ситуации только один: дать сварочному аппарату отдых на 20–30 минут, в течение которых он остынет.
Аппарат не включается
Очень часто данная поломка вызывается неисправностью сетевого кабеля аппарата. Поэтому сначала нужно снять кожух с агрегата и прозвонить каждый провод кабеля тестером. Но если с кабелем все в порядке, то потребуется более серьезная диагностика инвертора. Возможно, проблема кроется в дежурном источнике питания аппарата. Методика ремонта “дежурки” на примере инвертора марки Ресанта показана в этом видео.
Нестабильность сварочной дуги или разбрызгивание металла
Данная неисправность может вызываться неправильной настройкой силы тока для определенного диаметра электрода.
Совет! Если на упаковке к электродам нет рекомендованных значений силы тока, то ее можно рассчитать по такой формуле: на каждый миллиметр оснастки должно приходиться сварочного тока в пределах 20-40 А.
Также следует учитывать и скорость сварки. Чем она меньше, теме меньшее значение силы тока нужно выставлять на панели управления агрегата. Кроме всего, чтобы сила тока соответствовала диаметру присадки, можно пользоваться таблицей, приведенной ниже.

Сварочный ток не регулируется
Если не регулируется сварочный ток, причиной может стать поломка регулятора либо нарушение контактов подсоединенных к нему проводов. Необходимо снять кожух агрегата и проверить надежность подсоединения проводников, а также, при необходимости, прозвонить регулятор мультиметром. Если с ним все в порядке, то данную поломку могут вызвать замыкание в дросселе либо неисправность вторичного трансформатора, которые потребуется проверить мультиметром. В случае обнаружения неисправности в данных модулях их необходимо заменить либо отдать в перемотку специалисту.
Большое энергопотребление
Чрезмерное потребление электроэнергии, даже если аппарат находится без нагрузки, вызывает, чаще всего, межвитковое замыкание в одном из трансформаторов. В таком случае самостоятельно отремонтировать их не получится. Нужно отнести трансформатор мастеру на перемотку.
Искры в инверторе

В недорогих инверторах такая поломка встречается часто. Выглядит это так: аппарат выдает искру, но при этом отказывается работать. Этому есть логические объяснения, о которых мы и поведаем.
Первым делом стоит внимательно взглянуть на сварочные кабели: очень часто они нуждаются в «реанимации». На первый взгляд явных дефектов может и не быть, но на всякий случай возьмите новые кабели и вставьте их в массу с держаком.
Таким образом дуга зажжется, и у вас будет возможность проверить разъемы на качество работы.
Иногда из инвертора не прекращают исходить искры. Тогда нужно проверить электролитические конденсаторы, находящиеся в преобразователе. Как бы печально это не звучало, но эти поломанные детали нужно поменять на новые.
Имеете богатый опыт в таком вопросе? Попробуйте провести ремонт самостоятельно. Во всех других случаях вышли из строя провода, которые находятся на пакетном выключателе. А вдруг последние обгорели?
Не расстраивайтесь: ремонт дается далеко не всем. Чтобы не терять время, нужно обратиться к мастеру. Он вернет ваш инвертор к рабочему состоянию.
Электрод прикипает к металлу
Такое происходит, если в сети понижается напряжение. Чтобы избавиться от прилипания электрода к свариваемым деталям, потребуется правильно выбрать и настроить режим сварки (согласно инструкции к аппарату). Также напряжение в сети может проседать, если аппарат подключен к удлинителю с малым сечением провода (меньше 2,5 мм2).
Нередко падение напряжения, вызывающего прилипание электрода, происходит при использовании слишком длинного сетевого удлинителя. В таком случае проблема решается подключением инвертора к генератору.
Горит перегрев
Если горит индикатор, это свидетельствует о перегреве основных модулей агрегата. Также аппарат может самопроизвольно отключаться, что говорит о срабатывании термозащиты. Чтобы данные перебои в работе агрегата не случались в дальнейшем, опять же требуется придерживаться правильного режима продолжительности включения (ПВ). Например, если ПВ = 70%, то аппарат должен работать в следующем режиме: после 7 минут работы, агрегату выделятся 3 минуты, на остывание.
На самом деле, различных поломок и причин, вызывающих их, может быть достаточно много, и перечислить их все сложно. Поэтому лучше сразу понять, по какому алгоритму проводится диагностика сварочного инвертора в поисках неисправностей. Как проводится диагностика аппарата, можно узнать, посмотрев следующее обучающее видео.
Общий порядок диагностики сварочных инверторов
В приборе перед его ремонтом следует проверить работоспособность охлаждающей системы. Радиаторы охлаждения, забитые пылью, существенно хуже отводят тепло от силовых элементов, а значит следует полностью очистить ребра от пылевых образований и прочего мусора.
Ремонт инверторных сварочных аппаратов следует начинать с диагностики входного выпрямителя.
Для полной проверки данного узла следует:
- разобрать модуль;
- снять радиатор;
- снять диодный мост;
- прозвонить контакты диодного моста.
Если неполадок диодного моста не выявлено следует переходить к следующему модулю – выходному выпрямителю.

Типичные неисправности инверторов.
Проверка работоспособности выходного выпрямителя осуществляется по следующему алгоритму:
- разобрать модуль;
- выпаять диодные сборки;
- прозвонить диоды.
Кроме диодов в схеме выходного выпрямителя имеются радиаторы, которые следует установить обратно после ремонта модуля.
После обследования выходного выпрямителя следует перейти к диагностике модуля ключей.
Данный модуль инвертора состоит из:
- четырех групп транзисторов;
- платы управления ключами;
- сглаживающих выпрямителей.
Порядок обследования модуля ключей состоит в следующем:
- Проверка транзисторов.
Как правило, неисправный элемент хорошо видно невооруженным глазом. Если такого нет, то следует последовательность проверить тестером все имеющиеся транзисторы. - Если замеры тестером не дали результатов нужно продиагностировать транзисторные сборки при помощи авометра, измерив сопротивление.
- При исправности видимой исправности всех компонентов следует выпаять все транзисторы по очереди.
Такой метод диагностики подойдет, если на плате присутствует короткое замыкание.
Если транзисторные преобразователи блока управления полностью исправны, нужно обследовать плату управления ключами. Для проведения такой диагностики следует подготовить осциллограф.
Большинство неисправностей инвертора можно диагностировать путем внимательного осмотра электронных компонентов. При выявлении дефективных деталей следует немедленно выпаять их и заменить аналогичными по характеристикам.
Как выполнить самостоятельный ремонт инверторного устройства
Если после тестирования становится понятно, что причина неисправностей в работе инверторного аппарата кроется в его внутренней части, следует разобрать корпус и приступить к осмотру электронной начинки. Вполне возможно, что причина заключается в некачественной пайке деталей устройства или плохо присоединенных проводах.
Внимательный осмотр электронных схем позволит выявить неисправные детали, которые могут быть потемневшими, треснутыми, со вздувшимся корпусом или иметь подгоревшие контакты.
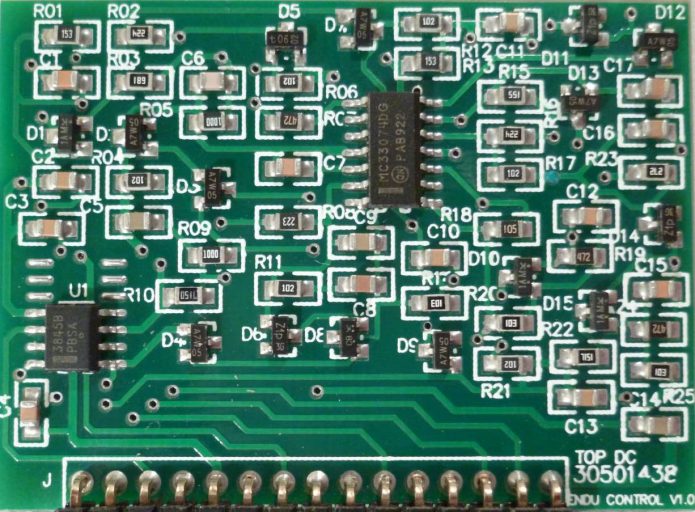
")
Сгоревшие детали на плате инвертора Fubac IN-160 (регулятор AC-DC, транзистор 2NK90, резистор 47 Ом)
Такие детали при ремонте необходимо выпаять с плат (желательно использовать для этого паяльник с отсосом), а затем заменить на аналогичные. Если маркировка на неисправных элементах не читается, то для их подбора можно использовать специальные таблицы. После замены неисправных деталей желательно произвести тестирование электронных плат при помощи тестера. Тем более это необходимо сделать, если осмотр не позволил выявить элементы, подлежащие ремонту.
Визуальную проверку электронных схем инвертора и их анализ при помощи тестера следует начать с силового блока с транзисторами, так как именно он является наиболее уязвимым. Если транзисторы неисправны, то, скорее всего, вышел из строя и раскачивающий их контур (драйвер). Элементы, из которых состоит такой контур, также необходимо проверить в первую очередь.

Силовой блок инвертора
После проверки транзисторного блока проверяются все остальные блоки, для чего также используется тестер. Поверхность печатных плат необходимо внимательно осмотреть, чтобы определить на них наличие подгоревших участков и обрывов. Если таковые обнаружены, то следует тщательно зачистить такие места и напаять на них перемычки.
Если в начинке инвертора обнаружены перегоревшие или оборванные провода, то при ремонте их надо заменить на аналогичные по сечению. Хотя диодные мосты выпрямителей инвертора и являются достаточно надежными элементами, их также следует прозвонить при помощи тестера.
Наиболее сложный элемент инвертора – плата управления ключами, от исправности которого зависит работоспособность всего аппарата. Такую плату на наличие управляющих сигналов, которые подаются на шины затворов блока ключей, проверяют при помощи осциллографа. Заключительным этапом тестирования и ремонта электронных схем инверторного устройства должна стать проверка контактов всех имеющихся разъемов и их зачистка при помощи обычного ластика.
Самостоятельный ремонт такого электронного устройства, как инвертор, достаточно сложен. Научиться выполнять ремонт этого оборудования, просто посмотрев обучающее видео, практически невозможно, для этого необходимо обладать определенными знаниями и навыками. Если же такие знания и навыки у вас есть, то просмотр подобного видео даст вам возможность восполнить недостаток опыта.
Ремонт силового блока инвертора

Электрическая схема сварочного инвертора.
Для ремонта силового блока инвертора могут потребоваться следующие инструменты:
- плоскогубцы;
- два паяльника мощностью 40 и 100 ватт;
- отвертки различных видов;
- гаечные и торцевые ключи;
- нож;
- кусачки;
- тестер для электрической сети;
- осциллограф;
- штангенциркуль;
- микрометр.
Наиболее типичной поломкой силового блока сварочного инвертора является выход из строя мощного транзистора. В большинстве случает поврежденный транзистор можно определить визуально: на нем имеются дефекты, прогары или деформация. Ремонт инвертора в случае обнаружения дефектного транзистора сводится к его замене.
Существует множество случаев, когда пробой транзистора является лишь следствием, а не причиной. При таком развитии событий замена транзисторной сборки может не дать видимого эффекта.
Если после замены транзистора работоспособность прибора не восстановилась, то имеет смысл перейти к следующему шагу, а именно диагностике и замене элементов из диодного моста.
Перед тем, как отремонтировать диодный мост, следует проверить работоспособность всех элементов. Сделать это можно путем поочередного замера сопротивления на ножках элементов. В случае, если сопротивление между щупами мультиметра, находящимися на ножках диода, равняется нулю или бесконечности, то данный элемент следует заменить.
Новые транзисторы или диоды следует набирать из схожих по характеристикам аналогов. Как правило, в продаже имеются аналоги подавляющего большинства моделей электронных компонентов.

Составляющие сварочного инвертора.
При ремонте силового блока инвертора следует придерживаться таких правил:
- Запрещается использование электрического прибора с открытым изолирующим кожухом.
- Диагностику и замену всех электронных компонентов необходимо проводить на обесточенном сварочном аппарате.
- Удаление скопившейся пыли и мусора из устройства лучше всего проводить при помощи компрессора или баллона с сжатым воздухом.
- Очистка платы от липких следов и использованного флюса стоит проводить при помощи нейтральных к пластику растворителей. При этом рекомендуется использовать специальную кисточку для чистки электронных компонентов.
- Хранение исправного прибора должно проводиться в отключенном состоянии и с полностью закрытым кожухом.
Замена транзисторов
Транзисторы имеют маленькое сопротивление в сотые доли Ома. Но они пропускают через себя ток в несколько десятков ампер. Во избежание перегрева их устанавливают на алюминиевых радиаторах. Сильно повреждённый транзистор обычно видно.

Повреждённый транзистор
- Чтобы заменить транзистор, сначала нужно открутить его от радиатора, а потом демонтировать из платы сам радиатор.
- Для выпаивания транзистора из платы её нужно прогреть феном. При демонтаже не должны оборваться дорожки.
- Поверхность радиатора под новый транзистор необходимо хорошо очистить спиртом и отполировать. На транзисторе поверхность должна быть гладкая. Любое вкрапление или песчинка сделает зазор между транзистором и радиатором. Это недопустимо. Очень тонким слоем теплопроводной пасты смажьте ту поверхность транзистора, которая будет прилегать к радиатору. При затяжке транзистора паста должна слегка вылезти из-под корпуса. Толстый слой не вылезет и транзистор деформируется. Компонент нужно приложить к поверхности радиатора и круговыми движениями притереть, чтобы он лёг всей площадью. Он должен прилипнуть.
- Прикрутите прилипший транзистор к радиатору и вставьте в плату. Припаяйте ножки.
Ремонт инверторных сварочных аппаратов
Перед тем как начинать разбирать аппарат, проверьте правильность установки всех настроек и прочитайте инструкцию. Там указаны не только рекомендации для правильной эксплуатации прибора, но и проблемы, которые быстро устраняются самостоятельно.
Ремонт платы драйвера
Если транзистор вышел из строя, значит, повреждены элементы платы драйвера, который раскачивает транзисторы.

Плата драйвера
Мультиметром прозваниваются все компоненты платы. Повреждённые выпаиваются и меняются.
Ремонт выпрямителей
Входные и выходные выпрямители выполняются в виде диодных мостов. Чтобы не произошло перегрева, их устанавливают на радиаторы.

Диодный мост
Для диагностики его отпаивают от проводов и демонтируют с платы, чтобы не ошибиться при коротком замыкании в цепи. Неисправные элементы заменяются.
Ремонт платы управления
От платы управления зависят все элементы сварочного аппарата.
Плата управления
Это самый сложный блок. Диагностируется он осциллографом. Проверяются сигналы управления. Если они не поступают, мультиметром прозваниваются все элементы и меняются повреждённые.
Подведем итоги
Мы рассказали о варианте самостоятельного ремонта сварочных механизмов. Вы можете приступать к работе без посторонней помощи. Но только если имеете такой опыт.
Более серьезные неисправности нужно доверять ремонтировать грамотным мастерам. Не стоит рисковать, если вы не уверены в своем мастерстве. Настройтесь на то, что вам нужен рабочий инвертор, а не получение новых проблем.
Обратитесь в ремонтный центр. Заранее почитайте отзыва о специалистах, которые там работают. Не бойтесь довериться постороннему человеку, если ваши умения недостаточно велики.
Не забывайте и о безопасности выполнения всех работ: контролируйте сетевое напряжение, надевайте перчатки и специальную маску, а также не подносите приборы слишком близко к частям тела.
Помните: инвертор – сложный электрический механизм со своим алгоритмом работы.
Они могут быть опасны, когда их берет в руки неумелый мастер. Всегда оценивайте ситуацию здраво. Выбросите аппарат на свалку, если ремонт обходится дороже покупки нового инвертора.
По возможности старайтесь сразу покупать качественный сварочный аппарат, чтобы в будущем не думать о проблемах. Успехов и безопасной работы, коллеги!
- http://met-all.org/oborudovanie/svarochnye/remont-svarochnyh-invertorov-svoimi-rukami.html
- https://tehnika.expert/dlya-remonta/svarochnyj-apparat/remont-invertora.html
- https://stankiexpert.ru/spravochnik/svarka/svarochnyjj-invertor.html
- https://prosvarku.info/apparaty/remont-invertorov-dlya-svarki
- https://tutsvarka.ru/oborudovanie/remont-svarochnogo-invertora
- https://grounde.ru/remont-svarochnogo-invertora-svoimi-rukami.html



