SQLITE NOT INSTALLED
- Преимущества инверторных сварочных аппаратов
- Основы сварки инвертором
- Как новичку научиться варить сварочным инвертором?
- Технология сварки проводов
- Этапы подготовки к сварке
- Выбор инвертора и электродов
- Особенности использования угольных электродов
- Сварочные электроды из графита
- Инверторы
- Настройка оборудования
- Рекомендованные режимы сварочного тока для разных проводников
- Алгоритм сварки проводов
- Как варить медные провода
- Сваривание проводов из алюминия
- Сварка термитной смесью
- Сваривание медных проводов с алюминиевыми
- Правила безопасности
Преимущества инверторных сварочных аппаратов
Для соединения металлических конструкций необходим опыт и сам сварочный аппарат. Лучший вариант — это использование инверторного оборудования, которое отлично подходит для работы в домашних условиях. Такое устройство стоит недорого, отличается маленькими габаритами и весом. Небольшие размеры не влияют на качество выполнения сварочных работ. Все соединения получаются аккуратными и надёжными. С такой сваркой справится мастер даже невысокой квалификации.
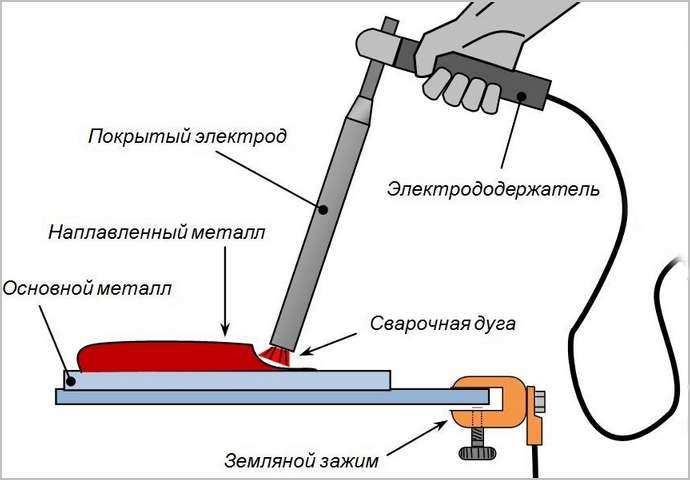
Конструкция инверторного сварочного аппарата состоит из таких элементов, как:

Блок питания с фильтром и специальным выпрямительным блоком.- Инверторный блок отвечает за преобразование постоянного напряжения в переменный высокочастотный ток.
- Для понижения величины высокочастотного тока используется трансформатор. Именно он отвечает за безопасность и предотвращает перегрев оборудования.
- Силовой выпрямитель служит средством подачи постоянного тока на выходе устройства.
- Управлением устройства занимается электронный блок.

В инверторной сварке используются различные инновационные технологии, которые помогли значительно снизить габариты и массу установки. За счёт небольших размеров её легко хранить дома или устанавливать в любое удобное место во время работы. Вес такого оборудования колеблется в пределах 5—15 кг. То есть перенести сварочный аппарат, не составит труда.
Это устройство помогает сварить любые металлические конструкции, если правильно работать на инверторном сварочном аппарате. В комплекте к оборудованию доступна инструкция, в которой есть масса различных полезных сведений, указывающих как правильно варить инверторной сваркой, выбирать электроды в зависимости от типа металла и т. д. Такая брошюра будет полезна даже опытным специалистам.
При покупке важно обращать внимание на присутствие инструкции на русском языке, ведь использовать сварку вслепую сложно, не говоря уже об опасности. Встречаются такие случаи, когда аппаратуру покупают «с рук», а инструкцию старые хозяева потеряли. Тогда лучше всего найти специалиста, который наглядно покажет основные моменты управления сваркой. Самостоятельно начинать испытывать её, не имея даже банальной инструкции нельзя.
Основы сварки инвертором
Для начинающих, опытные сварщики советуют кабель держака приложить к телу, прижать локтем руки и обернуть его вдоль предплечья (от локтя до кисти), взять держак в руку. Так плечевой сустав будет тянуть кабель, а рука с кистью останутся свободными.
Способ поможет с легкостью манипулировать рукой.

Правильное расположение кабеля на предплечье. С голыми руками работать не стоит.
Если держак взять просто в руку без обмотки предплечья кабелем, то в процессе сварки рука устанет и кистевые движения приведут кабель в болтающие движения. Что отразится на качестве сварного соединения.
Как варить инверторной сваркой правильно? Устанавливаем на аппарате сварочный ток согласно диаметру электрода, типу соединения и положению сварки. Инструкция по настройке имеется на аппарате и пачке электродов. Принимаем устойчивую стойку, локоть отводим от тела (прижимать нельзя), одеваем маску и начинаем процесс.
Сварку инвертором для начинающих лучше начинать с металлических заготовок более 20 см.
Известно, что новичок, одевая маску и зажигая дугу перестает дышать, пытаясь на одном дыхании проварить всю длину заготовки. При коротких изделиях, появится привычка варить на одном дыхании. Поэтому, тренируйтесь на длинных заготовках, учась правильно дышать при сварке.
Заготовки (пластины) на рабочем столе можно положить в горизонтальной плоскости — вертикально к себе или горизонтально, без разницы.
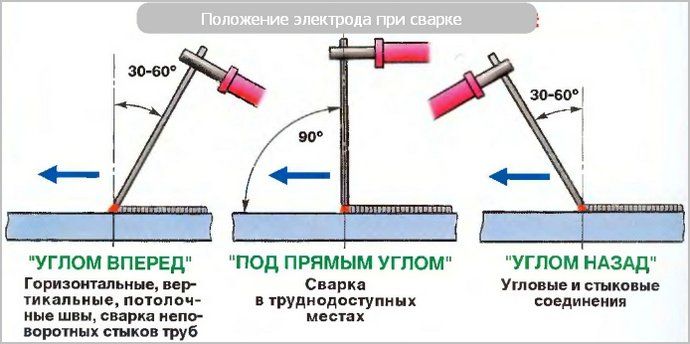
Зажатый в держателе электрод вначале сварки ставите под углом 90 градусов (перпендикулярно) и отводите в сторону шва на 30-45 градусов. Зажигаете дугу и начинаете движение.
- Если сварка выполняется углом назад, то наклон 30-45 градусов идет в сторону шва.
- Если соединение происходит углом вперед, то наклон электрода от шва.
Расстояние между свариваемой поверхностью и электродом 2-3 мм, представьте, что вы ведете карандаш по листу бумаги.
Учтите, при сварке электрод сгорая уменьшается — постепенно приближайте плавящийся стержень к поверхности на расстояние 2-3 мм и удерживайте угол наклона 30-45 градусов.
Смотрите полезное видео, как научиться варить электросваркой для начинающих:
Как новичку научиться варить сварочным инвертором?
Сначала учимся зажигать и держать дугу. Чувствуйте грань, когда приближать электрод при сгорании к свариваемой поверхности, чтобы дуга не прерывалась.
Зажигают электрод двумя способами:
- постукиванием;
- чирканьем.
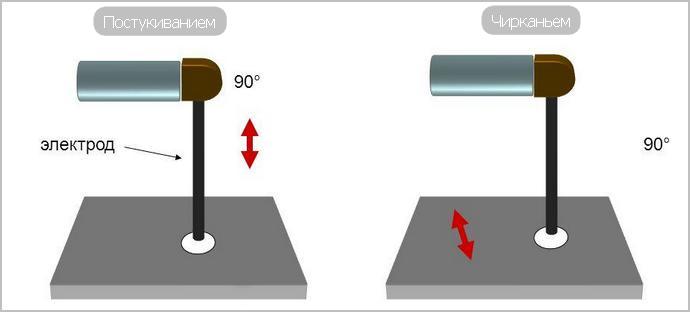
Новый электрод зажигается легко. У работающего стержня появляется шлаковая пленка, препятствующая поджигу. Нужно просто подольше постучать для разбития пленки.
- На инверторных аппаратах для облегчения зажигания дуги встроена функция Hot Start.
- Если новичок быстро приближает электрод к поверхности, включается функция Arc Force (форсаж дуги, антизалипание), увеличивает сварочный ток, предотвращая залипание электрода.
- При залипании плавящегося стержня, функция Anti Stick отключает ток, предотвращая перегрев инвертора.
Видео: что такое форсаж дуги на сварочном инверторе и как его применить.
Новичку лучше сначала учиться на ниточном шве, электрод ведется ровно, без колебательных движений.
После освоения ниточной технологии, переходите к свариванию металла с колебательными движениями. Которые применяются при толстом металле для прогрева, задерживая электрод в определенной точке с помощью движений — елочкой, зигзагами, спиралью или своим методом.
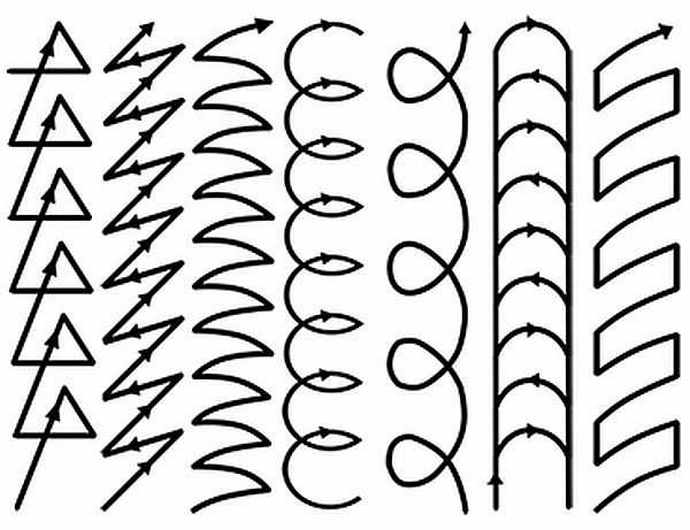
Виды колебательных движений
В начале соединения проводим слева-направо несколько движений образуя сварочную ванну и пошли вдоль шва делая колебательные движения. Угол наклона электрода 30-45 градусов. После прохода отбиваем шлак молотком и зачищаем щеткой. Берегите глаза, одевайте очки.
Совет: в конце сварочного шва, делаете колебательные движения в стороны и убираете электрод в сторону наплавленного металла. Эта хитрость придаст сварному соединению красоту (избавит от кратера).
Швы делятся на:
- однопроходные (одним проходом восполняется толщина металла);
- многопроходные.
Однопроходной шов выполняется на металлах до 3 мм. Многопроходные швы накладываются при больших толщинах металла.
Сварщики проверяют качество шва молотком — наносят удар рядом со швом. Если шов гладкий, без неровностей, то после удара шлак слетает полностью, ему не за что зацепится. Важно подбирать правильный температурный режим: перегретый шов (каленый) сломается, недогретый — риск непровара.
Ток подбирают исходя от диаметра электрода, в теории 30 А на 1 мм диаметра электрода.
Технология сварки проводов
Технология сварки электропроводки основана на расплавлении токоведущих жил и их дальнейшем сплавлении друг с другом. Весь процесс протекает при высоких температурах порядка 1000°C, когда металл проводников находится в жидком состоянии. Нагрев осуществляется с помощью электрического тока в десятки и даже сотни ампер.
Сварка проводов угольным электродом к содержанию ↑
Этапы подготовки к сварке
Узнать, как научится варить электросваркой , не составит труда, а вот использовать полученные умения на практике сложнее. В первую очередь, важно усвоить, что всю работу разбивают на несколько этапов, которые включают:
- выбор инвертора и электродов;
- подготовка оборудования;
- сварочные работы.
Выбор инвертора и электродов

Прямое влияние на качество результата в процессе сварочных работ оказывает выбор электродов. Они отличаются маркой стали, покрытием, толщиной, назначением и механическими свойствами. Чаще всего в инструкции описываются, какие именно электроды рекомендуется применять в процессе работы, но такого пункта может и не быть. В таком случае важно знать основы их выбора.
При выборе электродов важно обращать внимание на проволоку, которая изначально должна быть прочной и качественной. Ещё один важный компонент это покрытие, которое доводит проволоку до раскалённого состояния.
Электроды должны подбираться по марке и типу металла, необходимого для соединения. Их бывает множество, не говоря уже о ситуациях, когда соединяют металл двух разных типов.
Если нет чётких данных, электроды подбирают согласно общепринятым рекомендациям, которые делят на несколько принципов:
- углеродистые электроды используют при работе со средней и низкоуглеродной сталью;
- для сварки легированной стали подходит исключительно расходный материал, выпускаемый по ГОСТ 9466–75 и 10052—75;
- для соединения чугунных деталей применяют марку ОЗЧ-2.
Существует несколько сотен марок электродов, в которых достаточно сложно разобраться. Поэтому рекомендуется при выполнении сварочных работ пользоваться советами специалистов. Например, универсальной отечественной маркой УОНИ, которая нашла широкое применение при сварке. Для соединения металлических конструкций низкого сорта, качества и плотности используют марки электродов АНО и МР-3. Подробнее о АНО-21 читайте в этой статье.
При выборе сварочного инвертора для использования в домашнем хозяйстве важно следовать нескольким правилам:

Максимальное значение тока сварочного аппарата должно находиться в пределах 160—200 А. Лучше сразу приобретать мощное оборудование, которое позволит соединять металлические изделия с большой толщиной.- Параметр холостого хода напряжения иногда превышает 90 В, но такой показатель не подойдёт для использования на даче. Лучше выбирать устройство с параметрами в интервале от 50 до 60 В.
- Продолжительность включения — это важная характеристика, которая показывает, сколько времени агрегат способен работать без передышки. Выбирать устройства с максимальным или минимальным значением не стоит. Лучше занять золотую середину и купить сварной аппарат с ПВ в пределах 40—80%.

Важно учитывать особенности местной сети. В деревнях существует проблема с нестабильной подачей электроэнергии, не говоря уже о слабой проводке. Именно поэтому подбирают оборудование, которое способно работать в широком диапазоне питающего напряжения не подвергая себя риску отключения или выходу из строя.
Рекомендуется предусмотреть отключение электроэнергии и покупать устройство способное работать от централизованной сети и автономных источников на бензиновом или дизельном топливе.
Особенности использования угольных электродов
Электроды изготавливаются из прессованного в форме стержня электротехнического угля черного цвета. Концы его имеют скос. Даже при совсем небольшой силе сварочного тока на кончике электрода возникает высокая температура.
Угольный электрод используется, когда графитовым элементом сварить не удается. Работать нужно очень внимательно, чтобы не допустить перегрева изоляции. Угольные электроды обычно используются в сварочных устройствах малой мощности.
При работе с электродами из угля надо учитывать следующие особенности:
- место сварки обладает хрупкостью, может окисляться и иметь пористую структуру;
- из-за высокой температуры дуги электрод быстрее расходуется</strong>;
- угольным стержневым электродом работать сложнее, чем графитовым, требуются практические навыки.
Сварочные электроды из графита
Стержни-электроды из графита имеют серый цвет с небольшим металлическим оттенком. Кристаллическая структура углерода не подвержена окислению. При сварке кристаллический графит образует устойчивое к коррозии и температуре соединение. Эти электроды выгодны в использовании, они дешевле угольных. Стержни не растрескиваются, служат долго.
При необходимости возможна замена на подручные изделия из графита — щетки от коллекторных двигателей, стержни разобранных батареек. В случае использования подручной графитовой замены без омеднения вместо обычного держателя применяют зажим «крокодил».
Графитовые электроды чаще используются с инверторами, регулирующими сварочный ток.
Инверторы
Для сварки подойдет прибор постоянного или переменного тока с напряжением в диапазоне 12-36 В, регулировка тока обязательна.
Выбор модели исходит из предполагаемых режимов использования прибора: от получасовой работы без перерыва до многочасового интенсива.
Если прибор будет использоваться нечасто, то подойдет модель, обеспечивающая максимальный сварочный ток 150 А мощностью порядка 500 Вт. Этого достаточно для сварки скруток-жгутов сечением 20-25 мм².
Настройка оборудования
Перед тем как приступить к сварочным работам, первым делом необходимо подготовить себя, оборудование и металлические изделия, которые будут соединяться. Начать стоит с подготовки специальной защитной одежды. Это важный компонент при сварочных работах, который поможет обезопасить от получения травмы. Понадобятся такие защитные элементы, как:
- сварочная маска;
- перчатки;
- рабочая одежда.

Перчатки, обувь, спецодежда, должны быть выполнены из плотных и огнеупорных тканей. Во время сварки на тело человека попадает большое количество раскалённых металлических осколков, которые могут нанести значительные повреждения. Сварочная маска — это обязательный атрибут для защиты глаз и лица.
Что делать в случае ожога глаза при сварке читайте в этой статье.
Следующий шаг — это подготовка металлических изделий и проверка электродов. Стальные детали зачищаются металлической щёткой от различного мусора, лакокрасочного покрытия, ржавчины и т. д. Электроды должны быть заранее подобраны по марке стали, но не мешает, ещё раз убедится в правильном выборе диаметра, соответствующему соединительному шву и толщине металлических деталей.
Перед подключением инвертора обязательно проверяют электрическую сеть и её параметры, которые должны соответствовать подключаемому оборудованию. Если параметры сети не соответствуют, то в лучшем случае сварка не будет работать, а в худшем перегорит проводка и перегреется аппаратура. Предотвратить короткое замыкание получится, если использовать специальный автомат, способный стабилизировать величину напряжения, или взять на себя основную нагрузку.
Важно подготовить рабочую площадку. Она должна быть ровной для устойчивости инверторной сварки и хорошо проветриваться. Сварной аппарат требует постоянной циркуляции воздуха для естественного охлаждения, поэтому в нескольких метрах от неё зона должна быть расчищена. Это будет полезно сделать и, учитывая безопасность работы, ведь во время сварки на пол попадает большое количество искр и частиц раскалённого металла, которые могут поджечь одежду или взрывоопасные вещества.
Закончив с подготовкой площадки, электросети и личной защиты, можно переходить к следующим действиям:

к разъёму инверторной сварки подключаются соответствующий силовой кабель и кабель массы;- кабель массы с помощью специального зажима «крокодил» фиксируется на любой металлической поверхности;
- оборудование для сварки подключают к электропитанию и выставляют соответствующий режим;
- зажимается электрод.
Последовательность и точность выполнения всех подготовительных действий — это основа безопасности и успешности работы, перед тем как работать сварочным аппаратом.
Рекомендованные режимы сварочного тока для разных проводников
Величина сварочного тока зависит от размера сечения и количества жил в скрутке: чем толще скрученный жгут, тем большее значение силы тока нужно выставить на сварочном аппарате:
- 2 жилы, сечение каждой 1,5 мм² — 70 А;
- 3 жилы, сечение каждой 1,5 мм² — 80-90 А;
- 2-3 жилы, сечение каждой 2,5 мм² — 80-100 А;
- 3-4 жилы, сечение каждой 2,5 мм² — 100-120 А.
Указанные режимы сварочного тока являются ориентировочными. У разных производителей провода отличаются по химическому составу и заявленному сечению, сварочные приборы также отличаются своими характеристиками. Поэтому величину сварочного тока лучше подбирать практически на небольшом отрезке того же провода. Оптимальным при подборе режима опытным путем будет тот, когда дуга устойчива, а кончик электрода не клеится к месту сварки.
У современных аппаратов инверторного типа:
- устойчивый сварочный разряд, обеспечивающий качественное выполнение сварочных работ;
- при сварке жидкий металл не разбрызгивается</strong>;
- дуга не ослепляет сварщика из-за невысокой точки плавления меди</strong>;
- инверторы нетяжелые, их габариты небольшие, что позволяет переносить их к месту монтажа на ремне.
Алгоритм сварки проводов
Для безопасной работы понадобятся рукавицы, защитные сварочные очки, спецодежда. Нужно еще раз проверить, что под местом сварки нет легковоспламеняющихся предметов. Убедившись в полной безопасности, можно начинать сварку:
- на скрутку возле изоляции ставят зажим-радиатор для отвода избыточного тепла от медного проводника и защиты изоляционного покрытия от оплавления;
- туда же крепится «масса» сварочного инвертора</strong>;
- к сварочному аппарату подключают питание от сети</strong>;
- держатель с электродом подносят к концу скрутки</strong>;
- дуга расплавляет медь, на конце жгута-скрутки образуется наплыв в виде капли;
- процесс сварки происходит 1-2 секунды.
После того как сварка остынет, скрутку помещают в термоусадочную трубку или обматывают изоляционной лентой.
Как варить медные провода
Сварка медных проводов не требует большого опыта. Порядок работы таков:
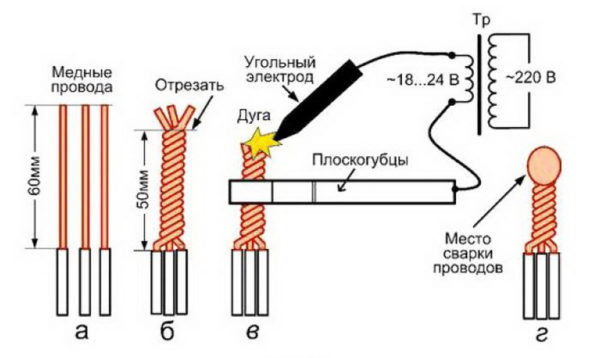
- Токоведущие жилы зачищаются от изоляции. Затем оголенные проводники скручиваются.
- Со стороны изоляции к скрутке подключается один из сварочных проводов. Это удобно делать при помощи пассатижей или каких-либо самодельных зажимов.
- К противоположному концу скрутки необходимо прикоснуться угольным электродом. Загорится небольшая сварочная дуга. Конец скрутки расплавится. При необходимости операция повторяется несколько раз до образования на конце соединения прочной аккуратной капли расплавленного металла.
- После сварки полученную скрутку необходимо заизолировать монтажными колпачками, термоусаживаемой трубкой или изоляционной лентой.

Сваривание проводов из алюминия
Сварка алюминиевых проводов графитовым электродом возможна, но требует некоторого опыта. В расплавленном виде алюминий более текучий чем медь. Поэтому во время жидкой фазы он способен просто вытечь с места соединения. После застывания также есть особенности. Алюминий хрупкий, токоведущая жила легко обламывается в месте сварки.
Дополнительная информация. Гораздо удобнее сваривать алюминиевую проводку газовой горелкой. Для этого заранее подготовленная скрутка нагревается пламенем. Затем тонким железным прутком (гвоздь, отвертка) необходимо разорвать оксидную пленку и позволить металлам свариваемых жил перемешаться друг с другом. Это сложно, требует практики, но гарантирует самое надежное соединение алюминиевых токоведущих жил.

Сварка термитной смесью
Термитная сварка применяется редко. Ее используют на проводах большого сечения и только на открытом воздухе. Свариваемые провода помещаются в огнеупорный стакан. В него засыпается термит — порошок из алюминия и оксида железа. Смесь поджигается и горит при температуре 2300-2700°C. Жар расплавляет провода и сваривает их между собой.

Комплект для термитной сварки
Способ не годится для неподготовленного человека и неприменим в домашних условиях. Он крайне пожароопасен. При горении термитной смеси выделяются вредные газы. Из огнеупорного стакана вылетают раскаленные искры и капли металла.
Сваривание медных проводов с алюминиевыми
Нежелательно прибегать к сварке жил из разных металлов. Однако если необходимо сплавить медный провод с алюминием, то работа выполняется по следующему алгоритму:
- Проводники зачищаются от изоляции. Если на них имеется слой окисла, то его необходимо соскоблить ножом.
- Алюминиевая жила накручивается на медную. Виток к витку. С максимально плотным прилеганием.
- Соединение пропитывается специальным флюсом для снятия оксидной пленки с алюминия. Например, Ф-64 и подобные.
- Непосредственно сварка выполняется так же, как и для медных кабелей. Стоит помнить про хрупкость алюминия и не гнуть лишний раз контакт.
Правила безопасности
Схема подключения инверторного сварочного аппарата достаточно проста и допускает функционирование устройства в циклическом (прерывистом) режиме, позволяющем добиться максимальной эффективности сварки. Перед тем как втыкать вилку в розетку, необходимо все же прочитать инструкцию по подключению, проверить параметры сети, комплектность оборудования и внешнюю целостность всех его частей.

Варианты подключения инвертора к сети
В инструкции должно быть чётко расписано, как правильно надо подключать сварочный аппарат, а также оговорен порядок его безопасного соединения с действующей электросетью. Особо оговаривается необходимость проверки пробок и автоматических выключателей, установленных в цепи подачи питания.
Должно учитываться и то обстоятельство, что в старых домах алюминиевая электропроводка не позволяет работать с токами свыше 10 Ампер. Поэтому перед тем, как включать преобразователи в сеть, необходимо выяснить их паспортную мощность и потребляемый ток.
При оценке отбираемой от сети мощности не следует забывать о том, что в момент включении аппарата происходит резкий всплеск пускового тока, величина которого может превышать номинальное значение в несколько раз.
Перед подключением аппарата и сварочными работами оператор должен выполнить следующие требования инструкции по его эксплуатации:
- удалить от корпуса аппарата посторонние электротехнические устройства (компьютеры, передатчики, измерительные приборы);
- при работе с инверторным оборудованием рабочее место должно быть освобождено от всех других мешающих предметов;
- помещения, в которых размещается сварочный агрегат, обязательно оборудуются системой принудительной вентиляции.
Для исключения аварийных ситуаций перед первым подключением сварочного аппарата рекомендуется протестировать его в различных режимах сварки.
- https://obrabotkametalla.info/svarit/pravila-raboty-s-invertorom
- https://plavitmetall.ru/svarka/invertorom-dlya-nachinayushhix.html
- https://220.guru/electroprovodka/provoda-kabeli/vsarka-provodov.html
- https://elsvarkin.ru/texnologiya/soedineniya-mednyx-provodov/
- https://svaring.com/welding/apparaty/podkljuchenie-svarochnogo-apparata



